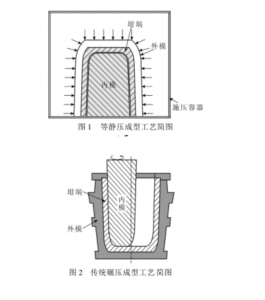
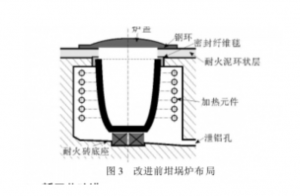
Uzalishaji wa grafiti crucible umebadilika kwa kiasi kikubwa na ujio wa isostatic pressing teknolojia, kuashiria kuwa ni mbinu ya juu zaidi duniani kote. Ikilinganishwa na mbinu za kimapokeo za kukokotoa, ukandamizaji wa isostatic husababisha misalaba yenye umbile sawa, msongamano mkubwa, ufanisi wa nishati, na ukinzani wa hali ya juu dhidi ya oksidi. Utumiaji wa shinikizo la juu wakati wa ukingo huongeza kwa kiasi kikubwa umbile la crucible, kupunguza porosity na hatimaye kuongeza conductivity ya mafuta na upinzani wa kutu, kama inavyoonyeshwa kwenye Mchoro 1. Katika mazingira ya isostatic, kila sehemu ya crucible hupata shinikizo la ukingo sawa, kuhakikisha uthabiti wa nyenzo kote. Mbinu hii, kama inavyoonyeshwa kwenye Mchoro 2, ni bora kuliko mchakato wa kawaida wa kukokotoa, na hivyo kusababisha uboreshaji mkubwa katika utendakazi wa sulubu.
1. Taarifa ya Tatizo
Wasiwasi hutokea katika muktadha wa tanuru ya aloi ya aloi ya kustahimili kuhimili uwekaji wa waya kwa kutumia misalaba ya grafiti yenye urefu wa takriban siku 45. Baada ya siku 20 tu za matumizi, kupungua kwa kasi kwa conductivity ya mafuta huzingatiwa, ikifuatana na nyufa ndogo kwenye uso wa nje wa crucible. Katika hatua za baadaye za matumizi, kushuka kwa kasi kwa conductivity ya mafuta huonekana, na kutoa crucible karibu isiyo ya conductive. Zaidi ya hayo, nyufa nyingi za uso hutokea, na kubadilika rangi hutokea kwenye sehemu ya juu ya crucible kutokana na oxidation.
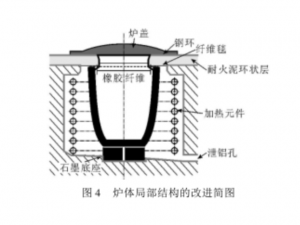
Baada ya kukagua tanuru ya moto, kama inavyoonyeshwa kwenye Mchoro wa 3, msingi unaojumuisha matofali ya kinzani yaliyopangwa hutumika, na kipengele cha joto cha chini kabisa cha waya wa upinzani kikiwa na mm 100 juu ya msingi. Sehemu ya juu ya crucible imefungwa kwa kutumia blanketi za nyuzi za asbestosi, zimewekwa karibu na mm 50 kutoka kwenye ukingo wa nje, ikionyesha mchubuko mkubwa kwenye ukingo wa ndani wa sehemu ya juu ya crucible.
2. Maboresho Mapya ya Kiteknolojia
Uboreshaji wa 1: Kuidhinishwa kwa Kiunga cha Graphite ya Udongo Iliyoshinikizwa Isostatic (yenye Glaze inayostahimili Oksidi ya Joto la Chini)
Utumiaji wa crucible hii kwa kiasi kikubwa huongeza matumizi yake katika tanuu za insulation za aloi ya alumini, hasa katika suala la upinzani wa oxidation. Vipunga vya grafiti kwa kawaida huweka oksidi kwenye joto lililo zaidi ya 400 ℃, ilhali halijoto ya kuhami joto ya vinu vya aloi ya alumini ni kati ya 650 na 700 ℃. Vipuli vilivyo na ukaushaji unaostahimili oksidi kwa joto la chini vinaweza kupunguza kasi ya mchakato wa uoksidishaji kwenye halijoto ya zaidi ya 600 ℃, na hivyo kuhakikisha udumishaji bora wa mafuta kwa muda mrefu. Wakati huo huo, huzuia upunguzaji wa nguvu kwa sababu ya uoksidishaji, kupanua maisha ya crucible.
Uboreshaji wa 2: Msingi wa Tanuru Kutumia Graphite ya Nyenzo Sawa na Mchoro
Kama inavyoonyeshwa kwenye Mchoro 4, kutumia msingi wa grafiti wa nyenzo sawa na crucible huhakikisha joto sawa la sehemu ya chini ya crucible wakati wa mchakato wa joto. Hii hupunguza viwango vya joto vinavyosababishwa na upashaji joto usio sawa na hupunguza mwelekeo wa nyufa zinazotokana na kukanza chini kwa usawa. Msingi wa grafiti uliojitolea pia huhakikisha usaidizi thabiti kwa crucible, kuunganisha na chini yake na kupunguza fractures zinazosababishwa na matatizo.
Uboreshaji wa 3: Uboreshaji wa Miundo ya Ndani ya Tanuru (Mchoro 4)
- Ukingo wa ndani ulioboreshwa wa kifuniko cha tanuru, kwa ufanisi kuzuia kuvaa juu ya crucible na kuimarisha kwa kiasi kikubwa kuziba kwa tanuru.
- Kuhakikisha kuwa waya wa kuhimili ni sawa na sehemu ya chini ya bomba, hivyo basi inahakikisha joto la kutosha la chini.
- Kupunguza athari za mihuri ya blanketi ya juu ya nyuzi kwenye joto la crucible, kuhakikisha joto la kutosha kwenye sehemu ya juu ya crucible na kupunguza athari za oxidation ya joto la chini.
Uboreshaji wa 4: Kusafisha Michakato ya Utumiaji Mbaya
Kabla ya matumizi, washa moto moto wa crucible katika tanuru kwa joto chini ya 200 ℃ kwa masaa 1-2 ili kuondoa unyevu. Baada ya kupasha joto, ongeza joto kwa haraka hadi 850-900 ℃, ukipunguza muda wa kukaa kati ya 300-600 ℃ ili kupunguza oxidation ndani ya safu hii ya joto. Baadaye, punguza joto kwa joto la kufanya kazi na anzisha nyenzo za kioevu za alumini kwa operesheni ya kawaida.
Kwa sababu ya athari za ulikaji za mawakala wa kusafisha kwenye crucibles, fuata itifaki sahihi za matumizi. Uondoaji wa slag mara kwa mara ni muhimu na unapaswa kufanywa wakati crucible ni moto, kwani kusafisha slag inakuwa changamoto vinginevyo. Uchunguzi wa uangalifu wa conductivity ya mafuta ya crucible na uwepo wa kuzeeka kwenye kuta za crucible ni muhimu katika hatua za baadaye za matumizi. Uingizwaji wa wakati unapaswa kufanywa ili kuzuia upotezaji wa nishati isiyo ya lazima na uvujaji wa kioevu cha alumini.
3. Matokeo ya Uboreshaji
Muda uliopanuliwa wa crucible iliyoboreshwa ni ya kukumbukwa, kudumisha hali ya joto kwa muda mrefu, bila kupasuka kwa uso kuzingatiwa. Maoni ya mtumiaji yanaonyesha utendakazi ulioboreshwa, sio tu kupunguza gharama za uzalishaji lakini pia kuimarisha ufanisi wa uzalishaji.
4. Hitimisho
- Misuli ya grafiti ya udongo iliyoshinikizwa Isostatic inashinda misalaba ya kitamaduni katika suala la utendakazi.
- Muundo wa tanuru unapaswa kufanana na ukubwa na muundo wa crucible kwa utendaji bora.
- Matumizi sahihi ya crucible kwa kiasi kikubwa huongeza maisha yake, kudhibiti kwa ufanisi gharama za uzalishaji.
Kupitia utafiti wa kina na uboreshaji wa teknolojia ya tanuru ya moto, utendakazi ulioimarishwa na muda wa maisha huchangia kwa kiasi kikubwa katika kuongeza ufanisi wa uzalishaji na kuokoa gharama.
Muda wa kutuma: Dec-24-2023